加工技術
金属・レーザー加工技術に関して
不明点ございましたらお気軽にご連絡ください。
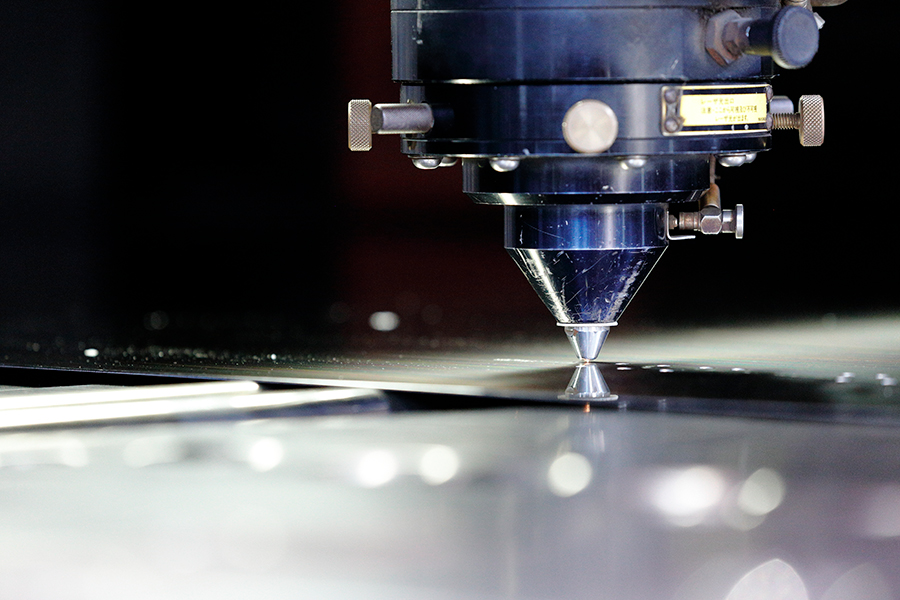
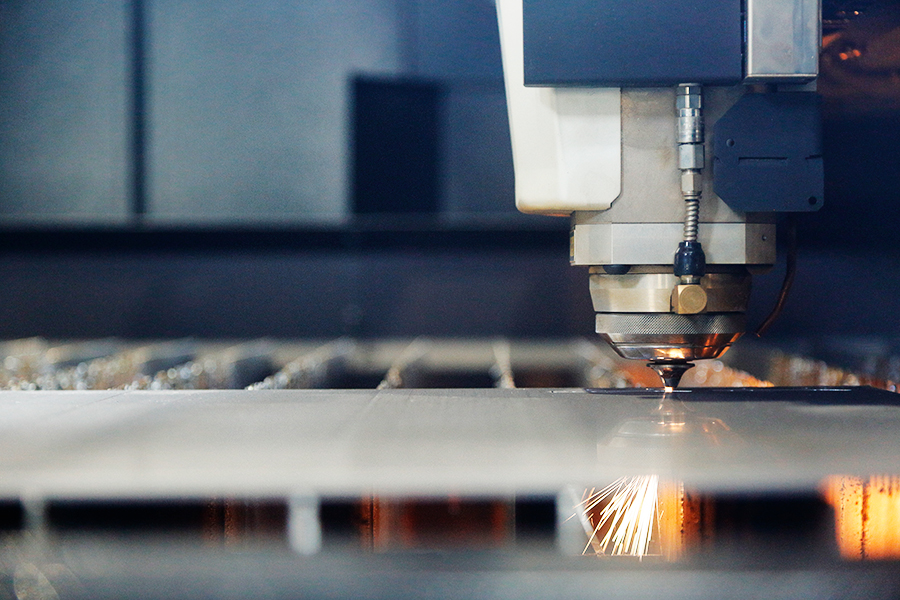
レーザー加工
板材からレーザ光で目的とする形状(複雑形状)を高速度・高精度で切断加工します。
当社では、各方面にて幅広く使用されている炭酸ガスレーザを使用しています。
幅広い板厚に対して、高品質な切断が可能と言われています。
加工には切断性を高める目的でアシストガスが使用され、酸素か窒素を主に用います。
アシストガスに酸素を使用すると、切断面やその近傍を酸化して切断面品質の低下やその後の溶接作業に影響することがあり、高品質が求められる切断には窒素をアシストガスとして使用します。
| 種類 | 鉄系 |
|---|---|
| 加工可能板厚 | 0.1~19mm |
| 加工可能サイズ | 3048×1524(5尺×10尺)まで |
| 備考 | 3.2t以下窒素カット(クリーンカット)できます。 0.1tの薄板もお任せください。 SPCC、SPHC、SPHC-p、SS400、ボンデ鋼板、ZAM、SK材等その他ご相談ください。 |
| 種類 | ステンレス系 |
|---|---|
| 加工可能板厚 | 0.1~12mm |
| 加工可能サイズ | 3048×1524(5尺×10尺)まで |
| 備考 | 0.1tの薄板もお任せください。 SUS304、SUS316、SUS430、2B、ヘアライン、片側研磨、両側研磨材、その他ご相談ください。 |

タレットパンチプレス加工
多数の金型を搭載する回転円盤(タレット)から必要な金型を選択し、その金型で板材を目的形状へと抜き・成形加工します。
色々な大きさの丸や四角、長楕円などの金型や絞り金型から必要な金型を順次選択し、抜きや成型の加工を行っていきます。
| 種類 | 鉄系 |
|---|---|
| 加工可能板厚 | 0.8~1.5t |
| 加工可能サイズ | 2438×1219(4尺×8尺) |
| 備考 | SUS304、SUS316、SUS430、2B、ヘアライン、片側研磨、両側研磨材、その他ご相談ください。 |
| 種類 | アルミ系 |
|---|---|
| 加工可能板厚 | 1~3mm |
| 加工可能サイズ | 2438×1219(4尺×8尺) |
| 備考 | A5052、A1100アルマイト、その他ご相談ください。 |



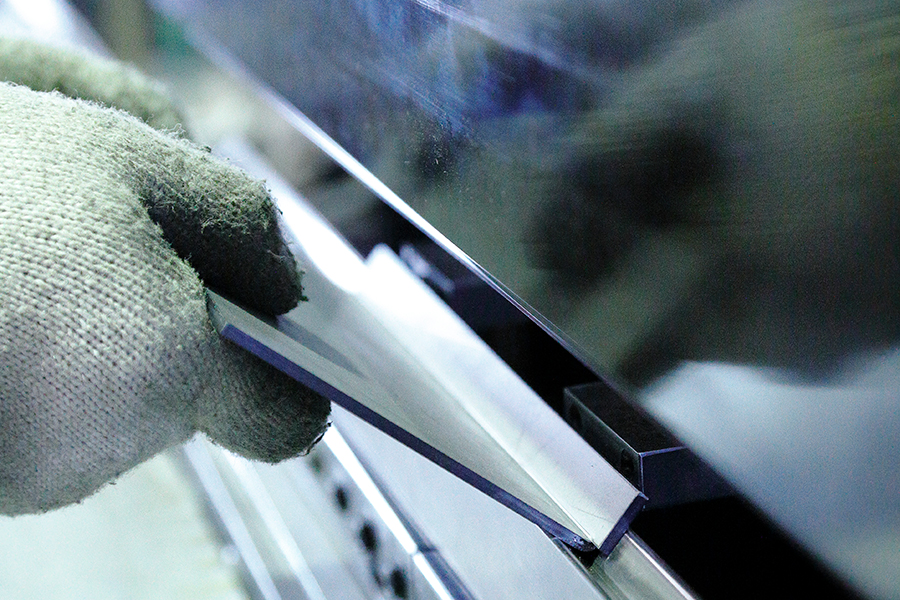
曲げ加工
金属板を一定角度で直線的に曲げます。
曲げ専用のプレスブレーキ(ベンダ)を用います。
この機械では、機械フレーム下部にV溝加工されたダイ(下型)を固定し、このダイに上下するパンチ(上型)を押し込んで加工を行います。
目的の曲げに合う金型を選択して、所定の曲げ加工を行います。
3本ロール機も取り揃えているので、パイプ形状等の曲面曲げ加工もできます。
| 曲げ加工条件 | 板厚0.1~3.2t、2400まで曲げ可能 4.0~6.0t、1600まで曲げ可能 9.0t、300まで曲げ可能 ※これ以外の条件も検討によって可能ですので是非ご相談ください。 |
|---|---|
| 曲面曲げ加工条件 | 金属3本ロール機を大、中、小と3種、ウレタン3本ロール機を1種持ってます。 また、プレスブレーキでも曲面曲げの対応が可能なので、多種多様な曲面曲げが可能です。 まずは、ご相談ください。 3.2㎜以下の板厚であれば、ある程度対応可能です。 それ以上は、ご相談ください。 ウレタンロールは、金属ロールに比べて製品に傷をつけることなく加工が可能で、生産効率も高めることができます。 当社のウレタンロール機は、加圧部にインジケータを取り付けました。加圧力を数値化できるため、高精度化と生産性向上を実現しました。 また、モーターにインバータを取り付けました。製品に応じた、加工スピード設定ができるため、高精度化と生産性向上を実現しました。 |





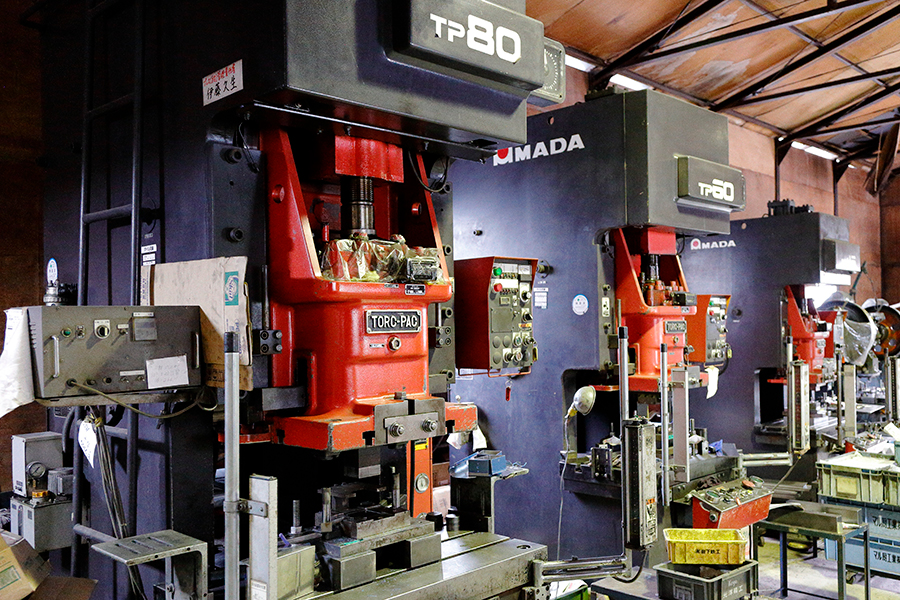
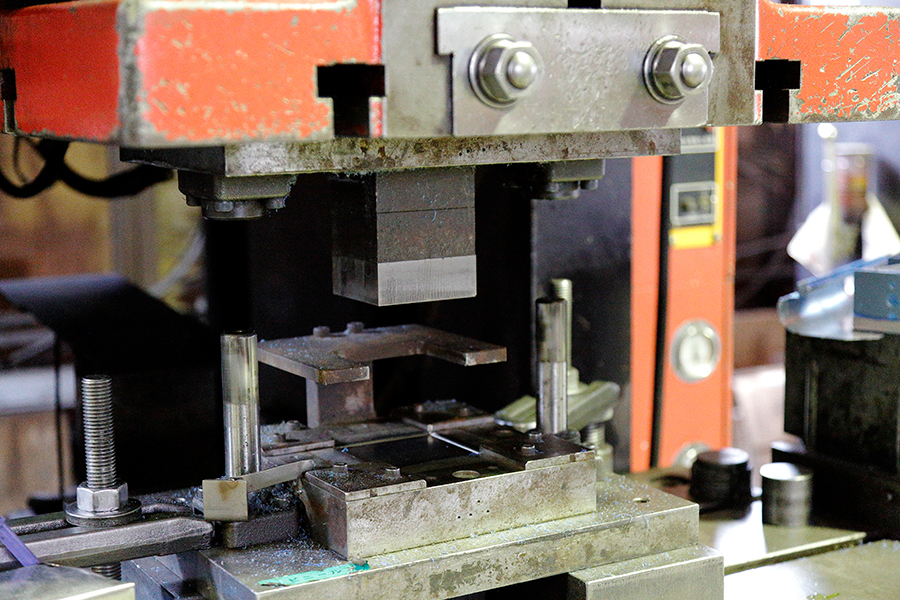
プレス加工
金属板をプレス機に取り付けたダイ(下型)とパンチ(上型)の間に置き、機械を動作させることでパンチをダイに押し込み、1回の加工で目的の形状製品に加工する方法がプレス加工です。
※金型製作の必要がありますのでご相談ください。

溶接加工
2つ以上の金属を接合します。
金属を局部的に溶融、または半溶融状態に加熱し、溶加材(溶接棒など)を加えて接合する融接法と、加熱した金属を加圧して接合する圧接法、および母材と違う素材を溶融して接合するロウ付法の3つに大別されます。
当社では主に以下の溶接法を採用しています。
CO2溶接加工
母材と母材に近い成分の針金状ワイヤの間にアークを発生させ、母材を溶かすとともにワイヤの溶けた金属を溶接部に充てんしながら溶接します。
このワイヤは自動供給していきます。
一部が自動なので半自動溶接の一種です。
主に鉄材料の製品に使用します。
母材同士の溶け込みが大きい溶接ができる。
TIGに比べると溶け込みが大きい反面、熱も大きいので焼けも多い。
また、スパッタという金属くずが出る。
それが製品に付着しやすいので、極力除去しますが、TIGに比べると外観が劣ります。
TIG溶接加工
タングステン合金の電極と母材の間にアークを発生させ、母材と溶加棒を溶融・凝固させて接合します。
酸化しやすいステンレス鋼やアルミニウム合金の溶接に適しています。
溶接焼けが少なく、溶接痕が美しい。溶接速度が遅く、ガスが高価であるため、半自動溶接より、高コストになります。
両手を使った作業になるので、熟練を要します。
スポット溶接
重ねた金属板の両側から電極の間に圧力を加え、かつ電極の間に大電流を加えることにより両側の板の間を溶かし接合します。
加工時間が短いので低コストで接合できます


組み立て加工
板金加工で加工される加工品の多くは、それ自体で完成品とはならず、それぞれの加工品を溶接やリベット、接着剤などの方法で接合し組み立てて製品に仕上げられます。
当社では前項までで製作した部品とバネやシャフト、蝶番等々の購入部品とともに組み立てて製品もしくは半製品にします。
接合にはボルトやリベットを用いた機械的接合、接着剤や両面テープを用いた接着接合等を用いて、組み立てを行います。

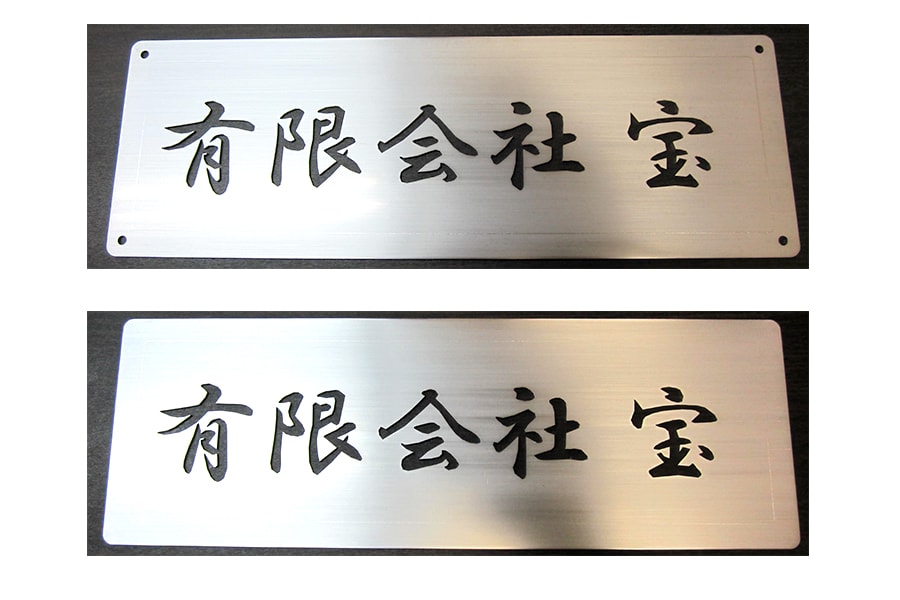
ステンレスオーダープレート
ネーム、チーム名、会社名など、自由に特注にてステンレス304製プレートを作成致します。
| プレート(L) |
サイズ:300mm×100mm |
|---|---|
| プレート(M) |
サイズ:200mm×80mm |
| プレート(S) |
サイズ;140mm×50mm |
| キーホルダー |
サイズ:100mm×50mm |